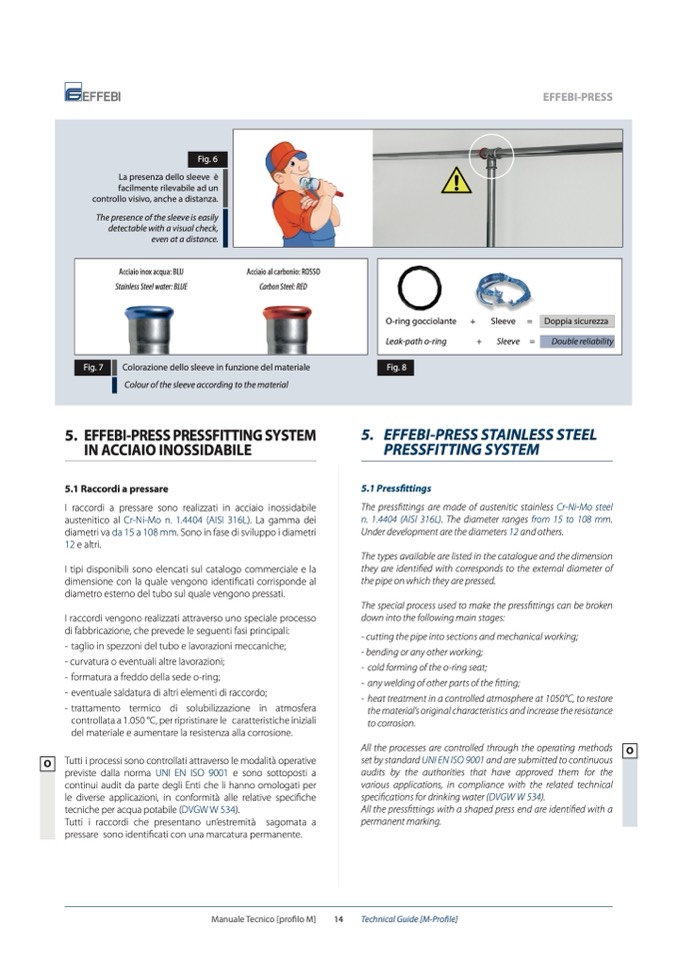
Fig. 6
La presenza dello sleeve è
facilmente rilevabile ad un
controllo visivo, anche a distanza.
The presence of the sleeve is easily
detectable with a visual check,
even at a distance.
Fig. 7
Colorazione dello sleeve in funzione del materiale
Fig. 8
Colour of the sleeve according to the material
Acciaio inox acqua: BLU
Acciaio al carbonio: ROSSO
Stainless Steel water: BLUE
Carbon Steel: RED
O-ring gocciolante +
Sleeve = Doppia sicurezza
Leak-path o-ring
+
Sleeve =
Double reliability
5. EFFEBI-PRESS PRESSFITTING SYSTEM
IN ACCIAIO INOSSIDABILE
5.1 Raccordi a pressare
I raccordi a pressare sono realizzati in acciaio inossidabile
austenitico al Cr-Ni-Mo n. 1.4404 (AISI 316L). La gamma dei
diametri va da 15 a 108 mm. Sono in fase di sviluppo i diametri
12 e altri.
I tipi disponibili sono elencati sul catalogo commerciale e la
dimensione con la quale vengono identificati corrisponde al
diametro esterno del tubo sul quale vengono pressati.
I raccordi vengono realizzati attraverso uno speciale processo
di fabbricazione, che prevede le seguenti fasi principali:
- taglio in spezzoni del tubo e lavorazioni meccaniche;
- curvatura o eventuali altre lavorazioni;
- formatura a freddo della sede o-ring;
- eventuale saldatura di altri elementi di raccordo;
-trattamento termico di solubilizzazione in atmosfera
controllata a 1.050 °C, per ripristinare le caratteristiche iniziali
del materiale e aumentare la resistenza alla corrosione.
Tutti i processi sono controllati attraverso le modalit
à operative
previste dalla norma UNI EN ISO 9001 e sono sottoposti a
continui audit da parte degli Enti che li hanno omologati per
le diverse applicazioni, in conformità alle relative specifiche
tecniche per acqua potabile (DVGW W 534).
Tutti i raccordi che presentano un’estremità sagomata a
pressare sono identificati con una marcatura permanente.
EFFEBI-PRESS
5. EFFEBI-PRESS STAINLESS STEEL
PRESSFITTING SYSTEM
5.1 Pressfittings
The pressfittings are made of austenitic stainless Cr-Ni-Mo steel
n. 1.4404 (AISI 316L). The diameter ranges from 15 to 108 mm.
Under development are the diameters 12 and others.
The types available are listed in the catalogue and the dimension
they are identified with corresponds to the external diameter of
the pipe on which they are pressed.
The special process used to make the pressfittings can be broken
down into the following main stages:
- cutting the pipe into sections and mechanical working;
- bending or any other working;
- cold forming of the o-ring seat;
- any welding of other parts of the fitting;
- heat treatment in a controlled atmosphere at 1050°C, to restore
the material’s original characteristics and increase the resistance
to corrosion.
All the processes are controlled through the operating methods
set by standard UNI EN ISO 9001 and are submitted to continuous
audits by the authorities that have approved them for the
various applications, in compliance with the related technical
specifications for drinking water (DVGW W 534).
All the pressfittings with a shaped press end are identified with a
permanent marking.
O
O
Manuale Tecnico [profilo M]
14
Technical Guide [M-Profile]

