TeCNiCA Di FUSiONe
PARTe H: SALDATURA Di TeSTA DeLLe TUbAZiONi DA
160 - 630 MM
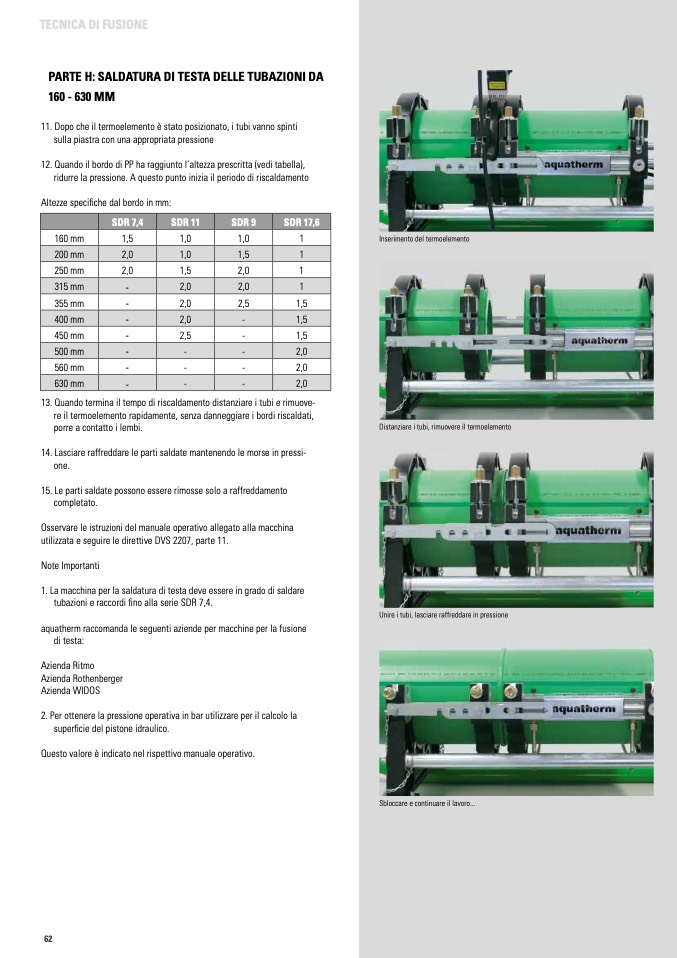
11. Dopo che il termoelemento è stato posizionato, i tubi vanno spinti
sulla piastra con una appropriata pressione
12. Quando il bordo di PP ha raggiunto l’altezza prescritta (vedi tabella),
ridurre la pressione. A questo punto inizia il periodo di riscaldamento
Altezze specifiche dal bordo in mm:
SDR 7,4
SDR 11
SDR 9 SDR 17,6
160 mm 1,5
1,0
1,0 1
200 mm 2,0
1,0
1,5 1
250 mm 2,0
1,5 2,0 1
315 mm -
2,0
2,0 1
355 mm -
2,0 2,5 1,5
400 mm -
2,0
- 1,5
450 mm -
2,5
- 1,5
500 mm -
- - 2,0
560 mm -
-
- 2,0
630 mm -
-
- 2,0
13. Quando termina il tempo di riscaldamento distanziare i tubi e rimuove-
re il termoelemento rapidamente, senza danneggiare i bordi riscaldati,
porre a contatto i lembi.
14. Lasciare raffreddare le parti saldate mantenendo le morse in pressi-
one.
15. Le parti saldate possono essere rimosse solo a raffreddamento
completato.
Osservare le istruzioni del manuale operativo allegato alla macchina
utilizzata e seguire le direttive DVS 2207, parte 11.
Note Importanti
1. La macchina per la saldatura di testa deve essere in grado di saldare
tubazioni e raccordi fino alla serie SDR 7,4.
aquatherm raccomanda le seguenti aziende per macchine per la fusione
di testa:
Azienda Ritmo
Azienda Rothenberger
Azienda WIDOS
2. Per ottenere la pressione operativa in bar utilizzare per il calcolo la
superficie del pistone idraulico.
Questo valore è indicato nel rispettivo manuale operativo.
62
Inserimento del termoelemento
Distanziare i tubi, rimuovere il termoelemento
Unire i tubi, lasciare raffreddare in pressione
Sbloccare e continuare il lavoro...

