FINITURE SUPERFICIALI
I raccordi possono essere forniti con due tipi di finiture:
- Fiinitura in nero: per quei raccordi senza trattamento superficiale posteriore alla ricottura o malleabilizzazione.
- Fiinitura zincata: dopo il trattamento termico, i raccordi vengono sottoposti ad una zincatura a caldo, madiante
immersione in un bagno di zinco fuso. Si ottiene in questo modo una superficie continua, esente da granelli,
sbavature e residui non metallici.
In tutti i casi i raccordi, dopo la meccanizzazione e il controllo unitario della tenuta, vengono sottoposti ad un processo
di sgrassatura, al fine di eliminare resti di trucioli e sporcizie. Risultano così forniti di uno strato di protezione temporale
antiossidante. In questo modo si garantisce che la loro superficie finale si presenti libera da idrocarburi aromatici
policiclici (PAH).
Nota: Fanno eccezione i raccordi in acciaio che possono essere sottoposti ad una finitura in nero o elettrozincato.
ZINCATURA
La zincatura dei raccordi si realizza mediante un processo ad immersione a caldo
adempiendo con i requisiti richiesti dalla norma EN 10242.
Il metallo base nei raccordi a cuore bianco forma una lega (Fe-Zn) con lo
zinco a differenti strati, come si mostra nella figura sottostante:
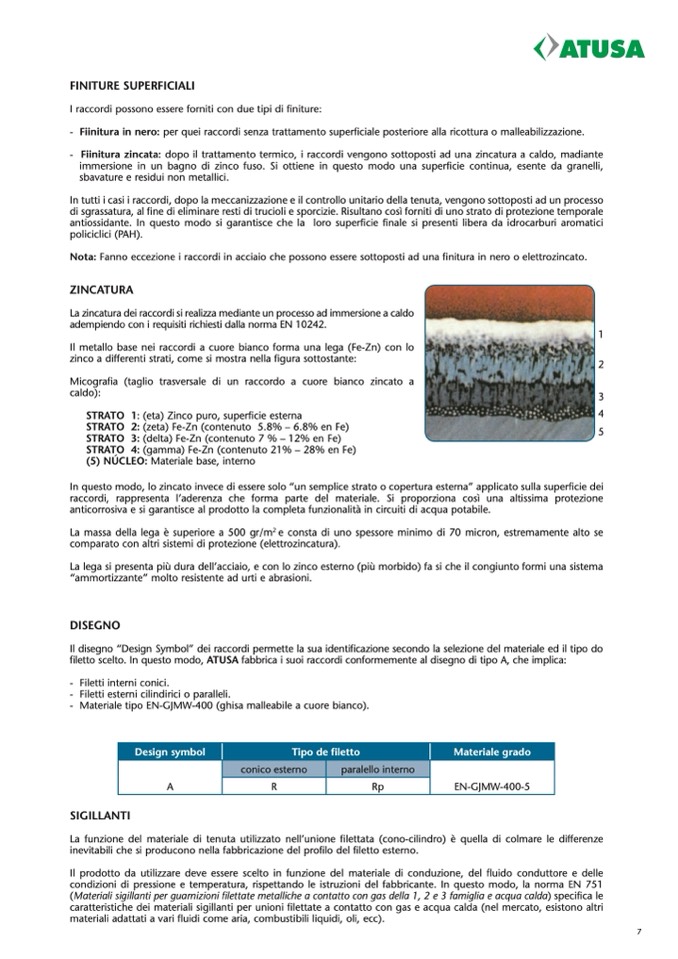
Micografia (taglio trasversale di un raccordo a cuore bianco zincato a
caldo):
STRATO 1: (eta) Zinco puro, superficie esterna
STRATO 2: (zeta) Fe-Zn (contenuto 5.8% – 6.8% en Fe)
STRATO 3: (delta) Fe-Zn (contenuto 7 % – 12% en Fe)
STRATO 4: (gamma) Fe-Zn (contenuto 21% – 28% en Fe)
(5) NÚCLEO: Materiale base, interno
1
2
3
4
5
In questo modo, lo zincato invece di essere solo “un semplice strato o copertura esterna” applicato sulla superficie dei
raccordi, rappresenta l’aderenza che forma parte del materiale. Si proporziona così una altissima protezione
anticorrosiva e si garantisce al prodotto la completa funzionalità in circuiti di acqua potabile.
La massa della lega è superiore a 500 gr/m
2
e consta di uno spessore minimo di 70 micron, estremamente alto se
comparato con altri sistemi di protezione (elettrozincatura).
La lega si presenta più dura dell’acciaio, e con lo zinco esterno (più morbido) fa si che il congiunto formi una sistema
“ammortizzante” molto resistente ad urti e abrasioni.
DISEGNO
Il disegno “Design Symbol” dei raccordi permette la sua identificazione secondo la selezione del materiale ed il tipo do
filetto scelto. In questo modo, ATUSA fabbrica i suoi raccordi conformemente al disegno di tipo A, che implica:
- Filetti interni conici.
- Filetti esterni cilindirici o paralleli.
- Materiale tipo EN-GJMW-400 (ghisa malleabile a cuore bianco).
SIGILLANTI
La funzione del materiale di tenuta utilizzato nell’unione filettata (cono-cilindro) è quella di colmare le differenze
inevitabili che si producono nella fabbricazione del profilo del filetto esterno.
Il prodotto da utilizzare deve essere scelto in funzione del materiale di conduzione, del fluido conduttore e delle
condizioni di pressione e temperatura, rispettando le istruzioni del fabbricante. In questo modo, la norma EN 751
(Materiali sigillanti per guarnizioni filettate metalliche a contatto con gas della 1, 2 e 3 famiglia e acqua calda) specifica le
caratteristiche dei materiali sigillanti per unioni filettate a contatto con gas e acqua calda (nel mercato, esistono altri
materiali adattati a vari fluidi come aria, combustibili liquidi, oli, ecc).
Design symbol
Tipo de filetto
Materiale grado
A
conico esterno
paralello interno
EN-GJMW-400-5
R
Rp
7

