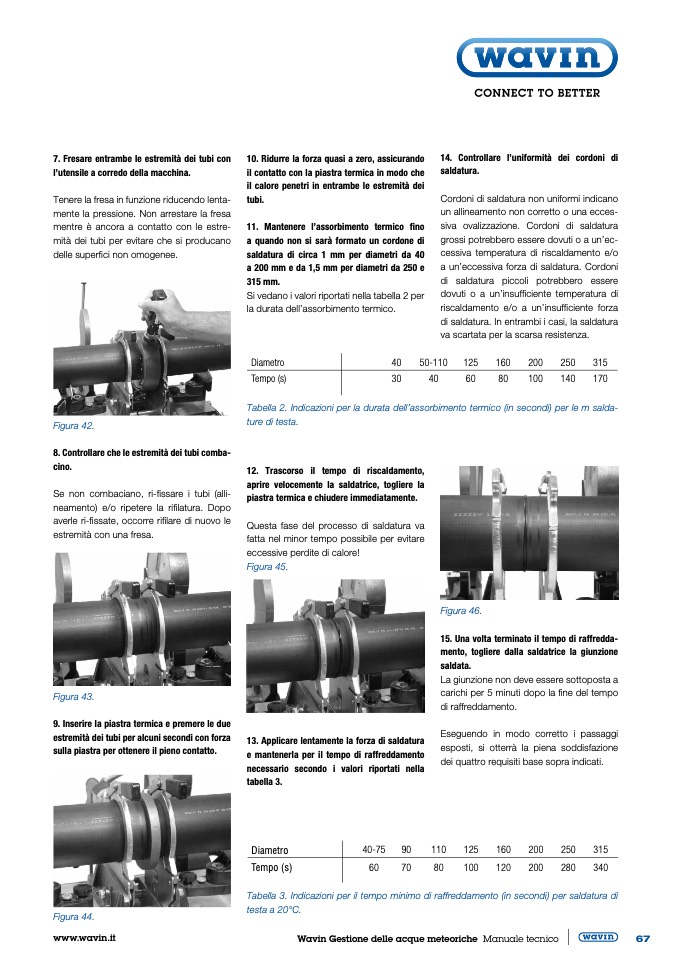
7. Fresare entrambe le estremità dei tubi con
l’utensile a corredo della macchina.
Tenere la fresa in funzione riducendo lenta-
mente la pressione. Non arrestare la fresa
mentre è ancora a contatto con le estre-
mità dei tubi per evitare che si producano
delle superfici non omogenee.
Figura 42.
8. Controllare che le estremità dei tubi comba-
cino.
Se non combaciano, ri-fissare i tubi (alli-
neamento) e/o ripetere la rifilatura. Dopo
averle ri-fissate, occorre rifilare di nuovo le
estremità con una fresa.
Figura 43.
9. Inserire la piastra termica e premere le due
estremità dei tubi per alcuni secondi con forza
sulla piastra per ottenere il pieno contatto.
Figura 44.
www.wavin.it
10. Ridurre la forza quasi a zero, assicurando
il contatto con la piastra termica in modo che
il calore penetri in entrambe le estremità dei
tubi.
11. Mantenere l’assorbimento termico fino
a quando non si sarà formato un cordone di
saldatura di circa 1 mm per diametri da 40
a 200 mm e da 1,5 mm per diametri da 250 e
315 mm.
Si vedano i valori riportati nella tabella 2 per
la durata dell’assorbimento termico.
14. Controllare l’uniformità dei cordoni di
saldatura.
Cordoni di saldatura non uniformi indicano
un allineamento non corretto o una ecces-
siva ovalizzazione. Cordoni di saldatura
grossi potrebbero essere dovuti o a un’ec-
cessiva temperatura di riscaldamento e/o
a un’eccessiva forza di saldatura. Cordoni
di saldatura piccoli potrebbero essere
dovuti o a un’insufficiente temperatura di
riscaldamento e/o a un’insufficiente forza
di saldatura. In entrambi i casi, la saldatura
va scartata per la scarsa resistenza.
Diametro
40
50-110
125
160
200
250
315
Tempo (s)
30
40
60
80
100
140
170
Tabella 2. Indicazioni per la durata dell’assorbimento termico (in secondi) per le m salda-
ture di testa.
12. Trascorso il tempo di riscaldamento,
aprire velocemente la saldatrice, togliere la
piastra termica e chiudere immediatamente.
Questa fase del processo di saldatura va
fatta nel minor tempo possibile per evitare
eccessive perdite di calore!
Figura 45.
13. Applicare lentamente la forza di saldatura
e mantenerla per il tempo di raffreddamento
necessario secondo i valori riportati nella
tabella 3.
Diametro
40-75
90
Tempo (s)
60
70
Figura 46.
15. Una volta terminato il tempo di raffredda-
mento, togliere dalla saldatrice la giunzione
saldata.
La giunzione non deve essere sottoposta a
carichi per 5 minuti dopo la fine del tempo
di raffreddamento.
Eseguendo in modo corretto i passaggi
esposti, si otterrà la piena soddisfazione
dei quattro requisiti base sopra indicati.
110
125
160
200
250
315
80
100
120
200
280
340
Tabella 3. Indicazioni per il tempo minimo di raffreddamento (in secondi) per saldatura di
testa a 20°C.
Wavin Gestione delle acque meteoriche Manuale tecnico
67

