4
4.1. GIUNTI RAPIDI
NG-4502BN0540
INSTRUCCIONES DE MONTAJE
Doppo aver ricevuto il pezzo tabbrice é nenecessario sifontarlo.
Per la sua corretta istallazione, devono essere osservatti i seguenti passagi:
1. Posizionare adeguatamente il tubo d’acciaio nella macchina in modo tale che la superficie d’appoggio sia la
maggiore possibile.
2. Tagliare i tubi d’acciaio perpendicolarmente al loro asse.
3. Eliminare tutti i residui di trucioli presenti all’interno e all’esterno del tubo in modo tale da lasciarne l’estremo
totalmente liscio. Assicurarsi che la zona dei tubi dove si effettuerà l’unione rimanga libera da grasso, sporcizia,
sabbia, ecc...
4. Procedere a marcare la longitudine d’inserzione (x) come indicato nelle tabelle dimensionali. Il valore indicato
nella figura è il corrispondente al montaggio finale.
5. Introdurre gli elementi interni e il dado nel tubo seguendo l’ordine adeguato:
1o Dado di pressione (flangia di pressione).
2o Anello metallico conico di compressione.
3o Rondella metallica.
4o Guarnizione elastomerica di tenuta.
5o Corpo base.
Nota 1: Per garantire il corretto assemblaggio è importante che l’anello metallico conico di compressione sia
alloggiato (cono con cono) nel dado (flangia) di pressione, ambedue correttamente centrati rispetto all’asse del
tubo.
6. Una volta immobilizzato il corpo base con l’aiuto di un utensile ausiliario, si assembla l’estremo del tubo d’acciaio
all’interno del corpo base fino alla longitudine X precedentemente indicata.
7. In seguito, si realizzerà la pressione (o avvitamento) manuale del dado (flangia) fino a che il tubo rimanga
immobile.
Nota 2: : L’avvitamento deve essere realizzato alternativamente e non consecutivamente, per ciascuna delle viti.
8. Per terminare l’operazione di assemblaggio, si procederà al pressione (o avvitamento) massimo mediante l’uso di
utensili adeguati.
Nota 3: Tener presente che gli elementi di assemblaggio interni possono essere utilizzati soltanto una volta.
Sostituiti da nuovi, si può effettuare il montaggio come se fosse la prima volta.
Nota4: Tenerpresentecheglielementidiassemblaggiointernidialtriproduttorinonpossonoessereutilizzaticonigiunti
JR EO.
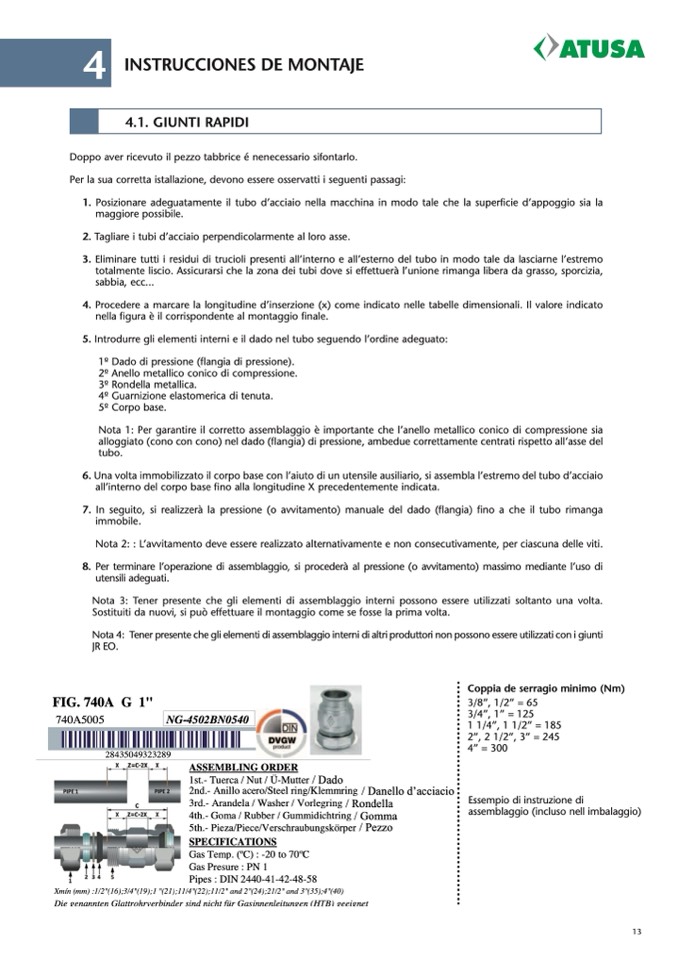
FIG. 740A G 1"
740A5005
28435049323289
Coppia de serragio minimo (Nm)
3/8”, 1/2” = 65
3/4”, 1” = 125
1 1/4”, 1 1/2” = 185
2”, 2 1/2”, 3” = 245
4” = 300
Essempio di instruzione di
assemblaggio (incluso nell imbalaggio)
ASSEMBLING ORDER
1st.- Tuerca / Nut / Ü-Mutter / Dado
2nd.- Anillo acero/Steel ring/Klemmring / Danello d’acciacio
3rd.- Arandela / Washer / Vorlegring / Rondella
4th.- Goma / Rubber / Gummidichtring / Gomma
5th.- Pieza/Piece/Verschraubungskörper / Pezzo
SPECIFICA
TIONS
Gas Temp. (oC) : -20 to 70oC
Gas Presure : PN 1
Pipes : DIN 2440-41-42-48-58
Xmín (mm) :1/2"(16);3/4"(19);1 "(21);11/4"(22);11/2" and 2"(24);21/2" and 3"(35);4"(40)
Die genannten Glattrohrverbinder sind nicht für Gasinnenleitungen (HTB) geeignet
13

